Linea saldata cucitura diritta linea ad alta frequenza del laminatoio per tubi GB700-88 del mulino di tubo di ZG60
Tipo | ZG60 |
Uscita d'acciaio del tubo | 30-80M/min |
O.D. | Φ19-Φ63.5mm |
Spessore della parete | 1.0-3.0mm (tubo quadrato e tubo a forma di speciale δ≤2.5mm) |
Taglio | Sega fredda di taglio di CNC |
Descrizione:
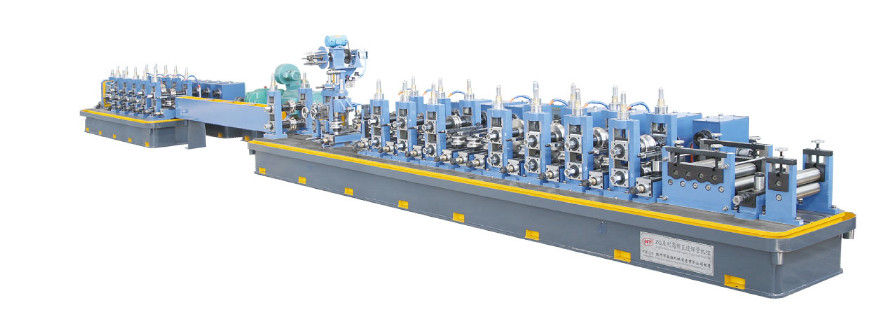
1. Descrizione
Questa attrezzatura è utilizzata specialmente per la produzione Φ19-Φ63.5mm, il tubo saldato cucitura diritta ad alta frequenza di 1.0-3.0mm e del tubo a forma di speciale quadrato corrispondente e del tubo (δ≤2.5mm). La composizione di attrezzatura proviene da uncoiler alla sega di taglio di lunghezza fissa. La velocità di rotazione può essere regolata corrispondentemente all'interno di gamma adatta di spessore del diametro e della parete del tubo.
2. Materiale applicabile:
(1) caldo o nastri di acciaio laminati a freddo (secondo GB700-88)
(2) materiale: Acciaio a basso tenore di carbonio, acciaio bassolegato, striscia d'acciaio galvanizzata
(3) lo spessore della striscia d'acciaio: 1.0-3.0mm (secondo GB708-88)
(4) la larghezza della striscia d'acciaio: 60-200mm
(5) identificazione della bobina d'acciaio: Φ450-Φ550mm
(6) O.D. della bobina d'acciaio: Φ800-Φ1200mm
(7) bobina del peso massimo: 3000kgs
3. Gamma di dimensione di elaborazione del tubo d'acciaio:
(1) O.D.: Φ19-Φ63.5mm
(2) spessore della parete: 1.0-3.0mm (tubo quadrato e tubo a forma di speciale δ≤2.5mm)
(3) lunghezza: 4-8M
4. Velocità di fresatura: 30-80M/min (scelga la velocità differente secondo il diametro e lo spessore differenti del tubo)
5. Flusso trattato del prodotto (tubo d'acciaio):
→ svolgentesi del → della materia prima (bobina d'acciaio) che tosano e materiale del → della saldatura dell'estremità che accumula il → ad alta frequenza diformazione di livellamento forza non della saldatura del → del → del → che rimuove le sbavature fuori del → di raffreddamento dell'incollatura del → del → della cucitura della saldatura che raddrizza approssimativamente il tubo di rifinitura del → di taglio di lunghezza fissa del →
7. Rullo
1. Rolls per il tubo saldato sarà ordinato ulteriormente secondo tipo e la specificazione forniti dal cliente.
Materiale: Cr12mov
9. Appendici tecniche
a. Uncoiler
Tipo della struttura: Espansione IDRAULICA di Double-side180ºrotary strettamente, che assicurano la bobina d'acciaio che si alimenta alternativamente e trasformano la striscia d'acciaio che va liberamente l'accumulatore.
Gamma applicabile:
Larghezza d'acciaio della striscia: 60-200mm
Spessore: 1.0-3.0mm
Bobina d'acciaio O.D.: Φ800-Φ1200mm
Identificazione d'acciaio della bobina.: Φ450-Φ550mm
Peso d'acciaio della bobina: Max.3000kgs
Parti idrauliche: YUKEN
Parti pneumatiche: AIRTAG
Motore a corrente alternata: Siemens Beide
b. Tosatura ed estremità-saldatore:
Uso: assicuri due strisce d'acciaio arrotolate che tosano ordinato e poi che saldano insieme e
livellamento del mare della saldatura
accumulatore di c.Horizontal-type: (Il motore a corrente alternata È SIEMENS BEIDE con il regolatore di ABB)
Le strisce d'acciaio delle strisce immagazzinate in saranno abbastanza per assicurare la macchina della conduttura per funzionare continuamente mentre saldano due strisce arrotolate.
(1) struttura: Orizzontale tipi piatto-saldati si separano l'alimentazione ed il delivery system automatici. Motore di alimentazione: CA 15KW e motore guidato: CA 18.5KW
(2) accumulando volume: 150-300M.
Tipo orizzontale accumulatore
d. Unità formandosi, di saldatura e di incollatura:
(Cuscinetto di NSK utilizzato per i supporti di verticale e di orizzontale)
(1) alimentazione che livella dispositivo:
a. Tipo: 5 rotoli sono livellati passivamente per il livellamento dell'acciaio della striscia per trasformare le strisce d'acciaio andare la formazione del dispositivo.
b. Rotolo guidante: Un paio
(2) formando dispositivo:
Pricipalmente approssimativamente mulino-formare cucitura della saldatura d'acciaio di controllo e della striscia.
a. Supporto orizzontale del rotolo:
Quantità: 7
Struttura: L'acciaio fuso, doppio alloggio, cambiante arriva a fiumi il lato
Diametro dell'asse del rotolo orizzontale: Φ70mm, materiale: 42CrMo
b. Supporto verticale del rotolo:
Quantità: 9 (gruppo verticale del mugnaio)
Tipo: Rotazione passiva
Diametro dell'asse del rotolo verticale: Φ40mm, materiale: acciaio 45#
c. Guidi la trasmissione
Quantità: 7
Struttura: Ingranaggi conici a spirale, ingranaggio cilindrico
Materiale: rivestimento: QT50, ingranaggio: 20CrMnTi e 40Cr, input e albero di uscita: 40Cr
Trasmissione dell'azionamento: 14 insiemi dell'albero di trasmissione dell'universale dell'auto 212 della jeep
d. Un insieme del letto per installazione
(3) apparato di raschio d'espulsione e di saldatura guidante:
a. Un insieme del supporto del rullo guida per la direzione di controllo della cucitura del tubo per assicurare piano la cucitura del tubo e diritto prendparteendo ai rulli d'espulsione.
b. Un insieme del supporto d'espulsione del rotolo affinchè cucitura di controllo della saldatura realizzino riuscita saldatura.
c. Due insiemi del telaio della ruspa spianatrice per il raschio della cucitura esterna della saldatura
d. Letto dell'installazione con la formazione della macchina
(4) un insieme del dispositivo di raffreddamento ad acqua.
(5) dispositivo d'incollatura: Pricipalmente modellante tubo fine dopo la saldatura ed il controllo dell'accuratezza di dimensione. Ogni 6 insiemi del supporto orizzontale del rotolo, del supporto verticale del rotolo e del cambio dell'azionamento, 12 insiemi dell'asse universale. (Strutturi stessi del formando il dispositivo)
(6) approssimativamente raddrizzando struttura a macchina:
a. Tipo: Il tipo capo del Turco, 4 rotoli sceglie gli insiemi del lato due
b. Un letto dell'installazione con la macchina d'incollatura della conduttura.
(7) sistema di azionamento: L'unità principale è collegata con la conduttura si riduce dal motore principale e trasmette il potere ai rami del cambio, quindi l'azionamento dei rami del cambio superiore e giù le assi sulla struttura orizzontale del rotolo.
a. Motore principale: Z4 serie, CC 185KW (motore di CC di Hengli) un insieme
b. Riduttore principale: ZLYseries (estremità dell'quattro-asse dell'esterno) un insieme
e. Saldatore ad alta frequenza: (Prpeared dal compratore/utilizzatore finale)
Saldatrice ad alta frequenza semi conduttrice: 200KW
Comprenda il regolatore della velocità di CC, la tavola di controllo globale e la stazione del bottone
f. Sega fredda di taglio di CNC:
Struttura | Taglio a freddo |
(1), diametro massimo | Φ63.5mm |
(2), spessore massimo | δ3.0mm |
(3), lunghezza di taglio
e precisione | L=4~8m, ≤±1.5㎜ |
(4), tipo di azionamento | Controllato idraulico |
(5), dimensione della lama per sega | Φ400mm |
(6), motore di azionamento | Servomotore 15KW |
(7), tagliando motore | CA 7.5KW |
(8), motore di alimentazione | Servomotore 2.9KW |
(9), velocità del taglio | Massimo 80M/min |
Motore guidato: Servomotore Yaskawa di CA fatto nel Giappone 15KW
Motore di alimentazione: Servomotore Yaskawa di CA fatto nel Giappone 2.9KW
Motore di taglio: CA SIEMENS BEIDE fatta in Cina 7.5KW
Parti idrauliche: YUKEN
Parti pneumatiche: AIRTAG
Lama per sega: KINKELDER fatto in Olanda (tecnologia importata del rivestimento dell'acciaio ad alta velocità PVD)
g. Tavola di distanza massima:
Struttura saldata della struttura fornita
con il sistema di segnale dell'incollatura

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!